18.03.2022 1зварник Виробниче навчання
Урок№39
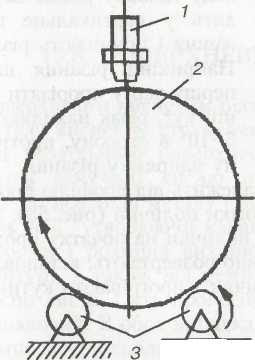
Тема програми: Зварювання кутових з’єднань пластин з трубою
Кутовий шов
Сталь групи W01 Пластина, мін. 80 х 80 мм, t 3 мм
Труба, L ≥ 50 мм, t > 5 мм, D ≥ 40 мм
Виконувати ручне дугове зварювання, наплавлення та повітряно-дугове різання простих і середньої складності деталей, вузлів та конструкцій
Тема уроку: Зварювання кутових з’єднань пластин з трубою в вертикальному з низу до верху положенні зварного шва
(PF)
Мета уроку:
а)навчальна: набуття навиків та умінь при виконанні Зварювання кутових з’єднань пластин з трубою в вертикальному з низу до верху положенні зварного шва
(PF)
б)розвивальна: розвивати в учнів технічне мислення, професійну майстерність,увагу, самостійність.
в)виховна: виховувати в учнів старанність, культуру праці, відповідальність, дисциплінованість.
Правила охорони праці
1.Організація робочого місця.
2. Перевірка справності інструменту, обладнання.
3.Правила безпеки праці під час виконання робіт.
4.Прибирання робочого місця.
Хід уроку:
І. Організаційна частина (2хв.)
· перевірка наявності учнів;
· перевірка готовності учнів до уроку – наявність спецодягу;
· допуск з техніки безпеки – індивідуальні засоби захисту
ІІ. Вступний інструктаж (43хв.)
1. Повідомлення теми та мети уроку
Мотивація навчальної діяльності учнів оволодіння виконання Зварювання кутових з’єднань пластин з трубою в вертикальному з низу до верху положенні зварного шва(PF)
«
Часть 2
При этом последовательность выполнения секторов должна быть диаметрально противоположна. Желательно сварку 1-3, 2-4, выполнять сразу двумя сварщиками, трубы больших диаметров – четырьмя.
Перед выполнением замков необходимо тщательно отбивать шлак. В случае некачественного начала (бугристом) необходимо механическим способом удалить бугристость и выполнить плавный заход для замка.
Швы сварочные более 12 мм каждый слой необходимо выполнять по спирали. В таком случае исключаются замки.
Так же при сварке пластины с трубой возможен вариант, когда у пластины вертикальное положение, а у трубы – горизонтальное. При этом шов вертикальный.
В этом случае труба делится вертикальной линией на два участка, а каждый участок на три часовых сектора.
Сектор I. 4:30…6:00…7:30 часа – положение потолочное.
Сектор II. 7:30…10:30 и 1:30...4:30 часа – положение вертикальное.
Сектор III10:30…12:00...1:30 часа – положение нижнее.
Сварка корневого валика в секторе I выполняется электродом диаметра 2.5,3 мм не больше.
Сварку Первого участка начинают в потолочном положении, отступив от осевой линии ( от 6:00 часов) на второй участок на 10…30 мм.
Расстояние зависит от диаметра трубы. Чем меньше труба (до диаметром 76 мм), тем меньше расстояние. Чем больше диметр трубы (от 76 мм) тем больше расстояние.
Сварка с 5:30 до 6:00 часов ведётся на спуск. Чтобы не затухала дуга от напора жидкого шлака, следует выполнять сварку наклоном сварочного электрода «углом назад».
Ток сварки максимальный.
Сварку необходимо выполнять без манипулирования покрытым электродом.
Длина дуги – сварка «впритык» с опиранием на покрытие.
Наклон сварочного электрода по отношению к пластине и трубе 35 – 45 градусов от пластины.
Скорость сварки следует вести такую, чтобы корневой валик был по ширине равен диаметру покрытия электрода. Не более.
После 6 часов, не отрывая дуги, необходимо перевести наклон сварочного электрода с положения I, в положение II, (Рис. 11) после этого продолжить сварку «Углом вперед» до 10:30.


Комментарии
Отправить комментарий